SELECTIVE LASER SINTERING (SLS)
SLS was patented in 1989. The basic concept of SLS is similar to that of SLA. Although the equipment generally remains very expensive and large, the ability to produce parts in a range of real engineering plastics and metals has enabled it to compete with less expensive technologies. It.s often the method of choice for additively manufactured parts with critical material properties in fields such as aerospace and medicine.
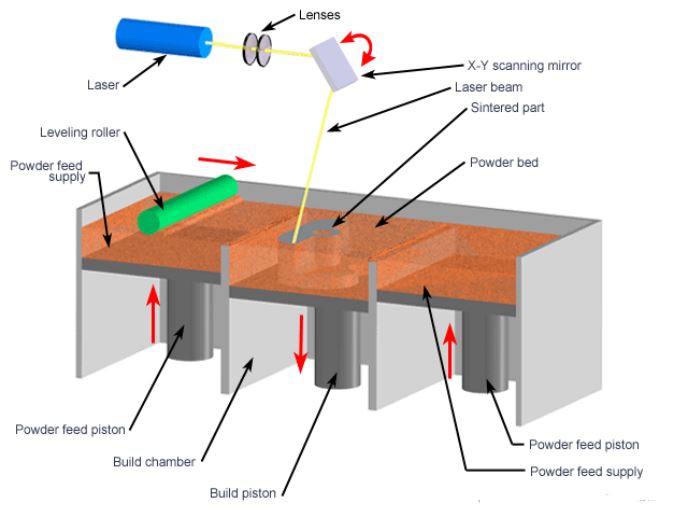
SLS uses a moving laser beam to trace and selectively sinter powdered polymer and/or metal composite materials. The powder is kept at elevated temperature. Unlike SLA, special support structures are not required because the excess powder in each layer as a support. With the metal composite material, the SLS process solidifies a polymer binder material around steel powder (diameter ca. 0.1 mm) one slice at a time forming the part. The part is then placed in a furnace (>900 °C), where the polymer binder is burned off and the part is infiltrated with bronze to improve its density. SLS allows for a wide range of materials, including nylon, glass-filled nylon, Truform (investment casting) and metal composites.
Abbreviation: SLS
Material type: Powder (Polymer)
Materials: Thermoplastics: Nylon, Polyamide and Polystyrene; Elastomers; Composites
Min layer thickness: 0,10 mm
Surface finish: Average
Build speed: Fast
Applications: Form/fit testing, Functional testing, Less detailed parts, Parts with snap-fits & living hinges, High heat applications..
SLS was patented in 1989. The basic concept of SLS is similar to that of SLA. Although the equipment generally remains very expensive and large, the ability to produce parts in a range of real engineering plastics and metals has enabled it to compete with less expensive technologies. It.s often the method of choice for additively manufactured parts with critical material properties in fields such as aerospace and medicine.
SLS uses a moving laser beam to trace and selectively sinter powdered polymer and/or metal composite materials. The powder is kept at elevated temperature. Unlike SLA, special support structures are not required because the excess powder in each layer as a support. With the metal composite material, the SLS process solidifies a polymer binder material around steel powder (diameter ca. 0.1 mm) one slice at a time forming the part. The part is then placed in a furnace (>900 °C), where the polymer binder is burned off and the part is infiltrated with bronze to improve its density. SLS allows for a wide range of materials, including nylon, glass-filled nylon, Truform (investment casting) and metal composites.
Abbreviation: SLS
Material type: Powder (Polymer)
Materials: Thermoplastics: Nylon, Polyamide and Polystyrene; Elastomers; Composites
Min layer thickness: 0,10 mm
Surface finish: Average
Build speed: Fast
Applications: Form/fit testing, Functional testing, Less detailed parts, Parts with snap-fits & living hinges, High heat applications..